本文是通过实验的方法研究花岗石磨抛工艺,分析磨轮磨损的原因和影响光泽度的因素,探讨磨轮在花岗石磨削过程中的半径补偿,以指导实际生产,提高生产效率和加工精度。
前 言
下料-成型-粗磨-细磨-精磨
实 验 过 程
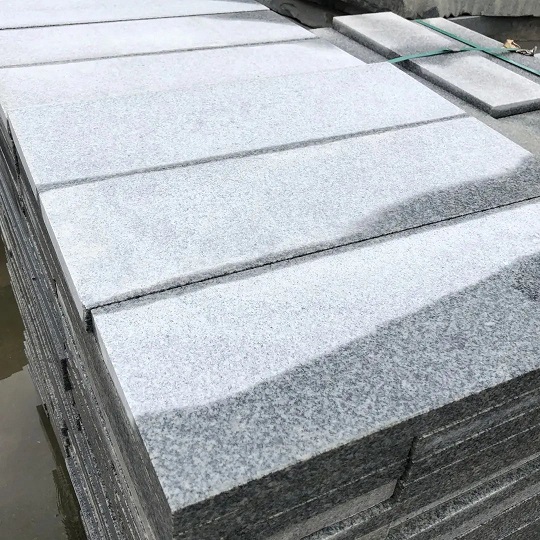
两种花岗石的厚度都是20mm,幅面尺寸均为1000mm×800mm(图2)。
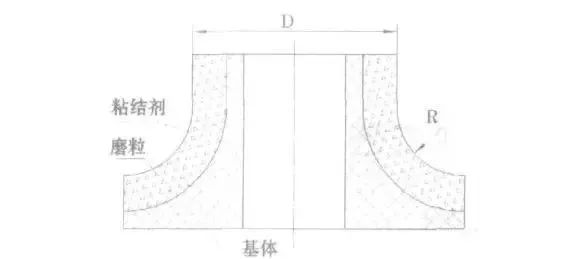
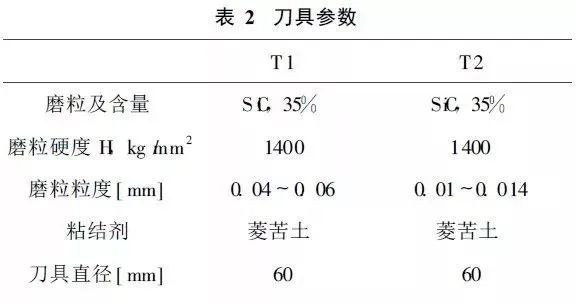
所用磨轮为菱苦土作粘合剂,SiC为磨料,但粒度不同的两个磨轮T1和T2。其形状如图1,具体参数如表2。
在切削加工中,切深(ae=0.1mm)和每转进给(fr=0.1mm/r)保持不变,改变主轴转速(3000r/min—8000r/min)(每次变化1000r/min),因此,其进给速度也相应地发生变化。具体工艺方案如表3。
实验结果与讨论
实验结果与讨论 实验过程中,每一种工艺组合完成15m的磨削长度,也就是针对每一种工艺组合,都要加工15次,每次切深皆为0.1mm。
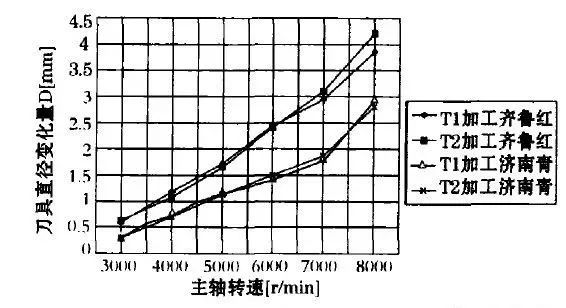
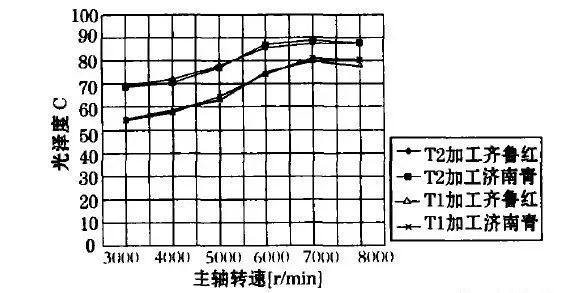
即图3、图4中的坐标值都是完成相同切削体积的情况下得到的。磨轮直径的变化是磨削15次的累积磨损量,光泽度则是15次测量结果的平均值。
前五组工艺参数磨轮直径的累积变化量为△D:
切割济南青时:△D1=1.8mm
切割齐鲁红时:△D2=3mm
切割济南青时磨轮每米半径磨损:
R1=△D1/(15×5×2)=1.8/(15×5×2)=0.012(mm/m)
切割齐鲁红时磨轮每米半径磨损:
△R2=△D2/(15×5×2)=3/(15×5×2)=0.02(mm/m)
因此为了保证加工精度,数控机床磨削较软的花岗石(如济南青)时,每磨削一米半径补偿0.012mm,磨削较硬的花岗石(如齐鲁红)时,每磨削一米半径补偿0.02mm。
由图3、图4还可以看出,在高速状态下,磨轮的磨损加剧,光泽度降低。这主要是因为,转速愈高,由于磨轮和主轴系统的不平衡产生的离心力愈大。在磨削过程中,产生的振动愈大,磨轮磨损增大,光泽度降低。造成花岗石具有不同磨削切除机制的主要原因是其矿物质的成分。
花岗石的主要成分是石英、长石和辉石,石英和辉石硬度较高,具有脆塑性,其切除机制以断裂为主,磨削切除这类矿物质要求磨轮磨粒较粗,粘结剂强度较高,以便使磨粒具有足够的强度和抗冲击能力。
辉石硬度较低,其磨削切除机制为塑性变形和切削。要求磨轮具有较细磨粒,粘结剂强度较低,以便磨钝的磨粒及时脱落,保持磨轮的锋利。
粗磨和半精磨时,应使用较粗磨粒的磨轮,加工工艺采用较大的切深(ae)和较大的进给,以提高切削效率。精磨时,应使用较细磨粒的磨轮,采用较高主轴转速加工工艺,以提高光泽度。
结 论
光泽度与磨粒的粒度和主轴转速有关,磨粒的粒度越小,转速愈高,光泽度愈高。但转速超过一定值时,磨轮磨损加快,光泽度下降。









 新浪微博
新浪微博 在线客服
在线客服 闽公网安备 35020302000986号
闽公网安备 35020302000986号