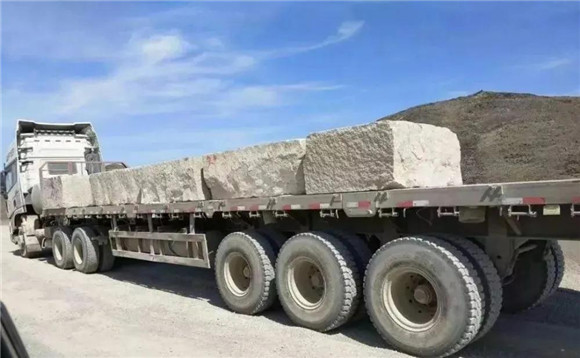
我们都知道,大理石要成为我们家中的一部分之前需要经过许多的工序,从山体切割出来的荒料,一步一步经过多道工序变成我们所需要的大板。
大板的生产工艺流程:
选料——整形——锯切——胶补——抛光——检验——包装——入库。
这样说可能有点模糊!没关系小编准备了一个小漫画让大家可以更直接的了解到这些工序流程。
Step 2 原石集中到荒料存放区,等待加工
Step 3 有要加工的原石送至俗称大剖厂的
(一次加工厂) 将原石切成“大板”
Step 4 切好的大板,出材率约80%
Step 5 将裁好的大板进行填缝胶补、研磨抛光
行展厅销售。
根据设计进行裁剪、磨边、表面处理等
运送到施工地点
是不是一目了然呢?
一、大切工序注意事项:
(1) 荒料在平台上应摆放牢固、平稳。
(3) 下刀前大切尺寸校正、复核要细心、准确。
(4) 荒料大切前三片后,先停下来把第一片石皮打掉,检查荒料的品质:有无暗裂、色胆、色斑、色线等质量缺陷;检查前三片厚度是否在允许公差内(20mm±5mm),并给予及时修正
(5) 操作前后要做好机器检查,及保养清理、清洁工作。
(6) 补:最好边加厚板一起切(高度),特别是对有纹路的石种。
二、定厚工序注意事项:
(1) 定厚完实际厚度后,用游标卡尺复核厚度。
(2) 操作时要仔细。抬放板料要注意安全及避免损坏板料。
(3) 操作前后要做好机器检查,及保养清理、清洁工作。
1、大理石锯切荒料的长*宽*高尺寸,不能超过3300*2000mm*2000mm,花岗石荒料最大加工尺寸:3300*3500*2000 mm,超出部分要先进行整形。
2、荒料长、宽、高方向有不规则或底面、端面不平,则首先修整底面。
3、为提高荒料利用率及板材利用率或者按加工单要求整形。
4、色斑、色线、阴阳色在荒料中间位置且与大面基本平行,宽度≥200mm时应分段处理。
5、色斑、色线、阴阳色在荒料一端规格在400mm * 400mm * 400mm以上时,应作分切处理。
6、材料有严格方向性时,对色斑、色线、阴阳色应请示相关领导及业务作相应的处理。
7、对材质较松、有暗裂的材料(如深啡网、金蜘蛛、紫罗红、雨林啡、玛雅米黄、玉石等)、根据荒料裂纹情况分切处理。
8、保证整台车荒料配满时需对荒料进行分切后配料,由车间主管及班长根据情况确定分切方案。
9、遵循荒料硬度基本一致、长度尺寸基本一致、高度尺寸基本一致,保证整车荒料最大加工尺寸的原则。
三、锯切前荒料的检查、防护
1、检查荒料,根据纹路走向、缺陷的回避程度、板面大小等因素,确定加工方向,查看是否有加工隐患,避免在锯切时损坏锯条和设备。
2、有裂纹的荒料,应在荒料顶部和两端面、底面用AB加厚网或者粘石板;孔洞多、裂纹多的荒料要灌胶和粘石板或者加厚网处理;
3、裂纹特多的大理石估计无法退锯片的荒料,在上料时底部要加水泥垫石再上锯加工。
四、大理石锯条、间隔片的选择:
大理石框架锯目前使用的锯条锯条规格:4350mm(4200mm)*180mm*厚度,厚度有三种规格:3.5 mm 、2.5 mm、2.0 mm,1.5 mm。
深啡网用3.5mm专用刀头、刀体加工,四类较硬材质荒料用2.5刀体加工(伯利黄),其它普通材质的米黄三类荒料选用2.0 mm的刀体加工(莎安娜、罗马米黄)。
较软一类材质荒料用1.5刀体加工(白砂石、银河白等),新刀头在加工10000至15000平方后,要进行二次调整间隔片的厚度。
五、胶补的原则:
多补石粉、石粒、少补胶胶水调色的基本原则:避难就易,如板面没有明显花纹,胶水颜色随板面的颜色,如花纹明显,胶水颜色随花纹的颜色。调胶是胶补工作中的重要环节,直接影响到胶补质量。
六、抛光
1、上板:将需要抛光的板材转运到抛光机上板处的A字架上,板材在上板处放置时,要网面向外。板材未加网的,则要选择板面较好的一面作为光面,有明显纹路的要选择左旋方向为光面。
2、上板前要检查板材加网面有无胶粒、胶块及凸出不平的地方
3、根据板材的软硬程度,对各磨头的磨料进行排序设置及压力调整,具体参数为:桥速度26-31m/min,皮带速度60-150mm/min,压力范围在0至6kg之间。
4、工作中,要经常检查磨头运行情况,若发现磨头摆动过大,需停机检查。磨料更换时,要一次性更换整组磨料,以保证整组磨料厚度一致。
5、磨机可以加工的板面效果:光面、哑光面、仿古面。
6、花岗石的磨机使用方法基本同大理石相同。
7、对花磨:相邻两件大板按锯机原始编号进行正反面抛光的方法,大板合、分扎时需严格按原始编号顺序,以保证追纹效果。
9、网面撒石粉抛光后的大板需光面对光面放置,以免划伤板面。
七、搬运过程注意事项(各道工序均须注意,特别是叉车搬运)
叉车搬运过程要谨慎小心,采取必要的防护措施,避免叉车碰到障碍物或速度不均而使板料掉下,损坏。
八、包装工序注意事项:
(2) 摆放、搬动要小心细致。
(3) 木箱制作要结实;木箱要钉牢固。
大板的出材率
出材率:
大理石
20mm-42.5m2/m3, 25mm-34.5m2/m3 ,30mm-29m2/m3
锯缝 4.0mm--4.5 mm (850左右-----厚度乘以出材率)
花岗石
20mm-36.5m2/m3, 25mm-30m2/m3, 30mm-25m2/m3
锯缝 7.5 mm (750左右-----厚度乘以出材率)
每立方米出毛板的出材率,计算方法=1000M3/(板厚+锯缝),锯缝的大小由锯片厚度和刀头尺寸决定。
01
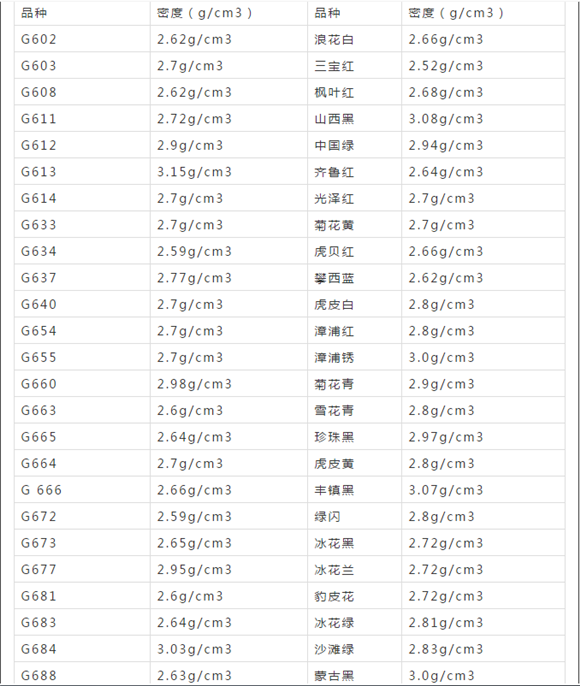
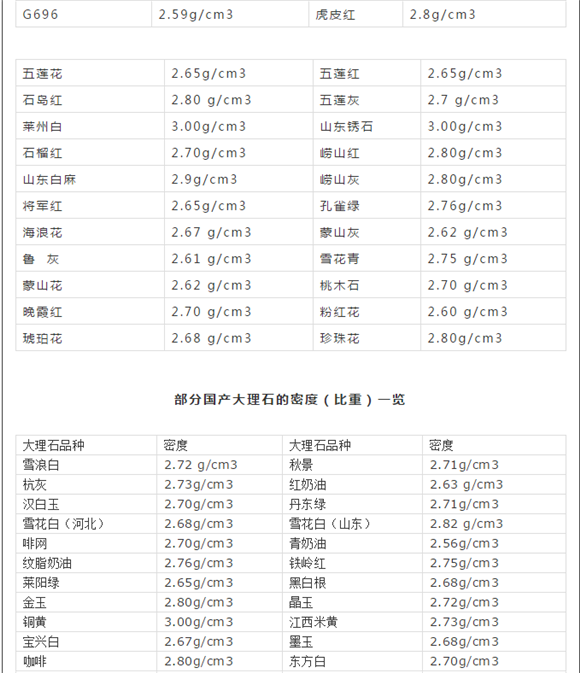
● 通常大理石的比重是2.5重量(吨)
●花岗岩密度或比重大约为每立方2.6吨-2.9吨
02
03
● 厚度计算:
1、 以公分(㎝)计算:
1厘米(㎝) =10毫米(㎜) =0.01米(m)
▲花岗石常用厚度:15㎜、19㎜、25㎜、30㎜、50㎜
▲大理石常用厚度:20㎜、30㎜、40㎜
▲罗马岗石、进口岗石常用厚度:12㎜、19㎜
2、以分计算:
1分 = 1/8吋 = 3.2㎜(通称3㎜)
4分 = 4/8吋 = 12.8㎜(通称12㎜)
5分 = 5/8吋 = 16㎜(通称15㎜)
6分 = 6/8吋 = 19.2㎜(通称19㎜)
●重量计算:
1、花岗石、大理石:5分= 4.5㎏;6分=5㎏;3㎝= 7.5㎏
2、罗马岗石:4分= 2.8㎏;6分= 4.4㎏
04
以此三种情况为例,说明计算材料价格的过程:
则每立方米荒料可以出材1000÷(18+8)=38.46平米。
理论上是很简单的事。只要说定切出的块材厚度b(单位mm),则可切出n=1000/b(平方),例如b为50mm,则可切出1000/40=250(平方).
但是,
1、因锯片的厚度损失应加进去,共锯出n块时有n-1个锯片的厚度损失;
2、荒料的截面是不方正整齐的,因此,锯出来的毛边板料有不符合厚度的要剔除;
3、下成工整料又有毛边剔除损耗、裂纹自动分裂等等。实际损耗很大,很大程度与生成的地质产状相关。
18mm38
20mm35.7
25mm30
30mm26
2、料价格通常6000元/立方米,大切考虑80元/㎡的切割费,则成本价为6000÷38.46=156元/㎡,加切割费后为156+80=236元/㎡。
198+80=278元/㎡;278÷90%=309元/㎡;309÷85%=363元/㎡,考虑运费后363+14=377元/㎡。
228+80=308元/㎡;308÷90%=342元/㎡;342÷85%=402元/㎡,考虑运费后402+18=420元/㎡。
05
3、 所以直接的方法就是你有做过加工,在长时间的经验积累下才能算得出来的。
一般有经验的师傅会采用经验公式进行计算。有的公司之前有一些加工难度很大的柱子,而加工工厂按以往的经验估算了一个成本,这个加工厂做了十几年的异型和圆柱了。
但是由于实际制作起来难度却超过想象,成本提高了50%(工厂自己说的),不过由于工厂自己计算失误的,所以价格还是按原来的价格并没有变。
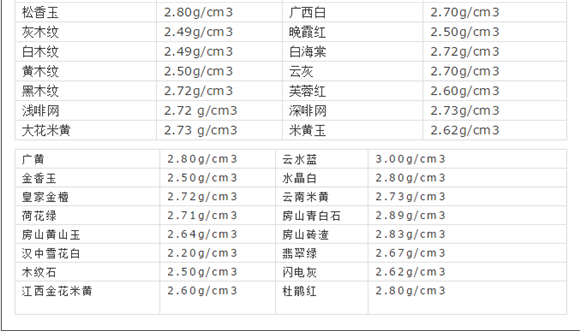
部分国产花岗岩的密度(比重)一览
—END—




















 新浪微博
新浪微博 在线客服
在线客服 闽公网安备 35020302000986号
闽公网安备 35020302000986号